Slovenský výrobca CNC rezacích strojov MicroStep vyvinul proces dodatočného rezania úkosov (ABP – Additional Beveling Process), ktorý je efektívnou alternatívou zaužívaných postupov a vedie k značnej časovej úspore a zároveň dosiahnutiu vyššej presnosti rezaných dielov, ktoré je možné bez ďalšieho opracovania použiť v následnom zváracom procese. Systém je založený na presnom určení polohy a tvaru dielu laserovým (líniovým) skenerom.
Dodatočné rezanie úkosov na dieloch, ktoré boli predtým vyrezané kolmo, je štandardným postupom prípravy zvarových plôch v mnohých oblastiach kovospracujúceho priemyslu. Výrobcovia zariadení a konštrukcii pre elektrárne, producenti turbín, čerpadiel, banských či iných strojov a zariadení často pracujú s veľkými hrúbkami ocele, ktoré nie je možné alebo ekonomické hneď vyrezať s úkosmi – napr. kvôli obmedzeniam rezacej technológie, alebo by priame rezanie pod uhlom z tabule plechu znamenalo neúnosné plytvanie materiálom (priveľký nepoužiteľný odpad).
V prípade veľkých hrúbok materiálu je jedným zo zaužívaných postupov rezanie dodatočných úkosov pomocou robotizovaného pracoviska. Postup je vtedy nasledovný: diel sa najprv vyreže na konvenčnom CNC rezacom stroji kolmo, buď plazmou alebo kyslíkovým plameňom. Následne je diel potrebné vybrať zo zvyškovej tabule plechu a premiestniť na oddelené pracovisko s robotom. Tam treba diel zvyčajne umiestniť na presne určené miesto na rezacej ploche a iniciovať proces rezania robotom, pričom treba pripraviť/nahrať rezný program do riadiaceho systému robota. Robot potom vyreže dodatočné úkosy.
S prihliadnutím na dlhodobý vývoj, ktorý už takmer 20 rokov realizuje firma MicroStep v oblasti úkosového rezania a tiež mnohoročné skúsenosti s riadením procesov a integráciou rôznych zariadení do CNC strojov, prišla firma s myšlienkou značného vylepšenia tohto postupu – rezanie dodatočných úkosov priamo na rezacom stroji, ktorý je vybavený úkosovou hlavou a skenerom na skenovanie polohy a tvaru vopred vyrezaného dielu. Výhody sú očividné – odpadá čas premiestňovania materiálu na iný stroj (kolmý diel aj úkosy sa režú na tom istom stroji), rezací program pre dodatočné úkosy je možné realizovať v rovnakom programovom prostredí ako kolmé rezanie (jednoduchšia, unifikovaná tvorba rezacích programov), rezanie dosahuje vysokú presnosť vďaka vyššej tuhosti úkosovej hlavy aj celého portálového CNC stroja v porovnaní s robotom, a tiež vďaka unikátnemu systému autokalibrácie rezacieho nástroja (MicroStep-om patentovaná technológia ACTG). A v neposlednom rade – odpadá značná investícia do samostatného robotizovaného pracoviska a získa sa aj priestorová úspora vo výrobnej hale.
Additional Beveling Process (ABP)Spôsob dodatočného rezania úkosov je založený na použití laserového skenera, ktorým sa oskenuje presná poloha dielu na rezacom stole. Stroj je vybavený úkosovou hlavou, slúžiacou na rezanie pod uhlom do 52° (plazma), prípadne 65° (kyslíkový plameň) a 45° (vláknový laser či vodný lúč). Pri procese dodatočného úkosovania je diel najprv vyrezaný kolmo. Následne je vyňatý zo zvyškového plechu a umiestnený na ľubovoľné miesto na lamelách rezacieho stola. Operátor stroja pomocou ovládacieho panelu navedie stroj na miesto, kde sa nachádza diel a odkliknutím vyznačí v rozhraní riadiaceho systému stroja dva body na hrane rezaného dielu, ktorý vidí prostredníctvom vstavanej kamery na obrazovke riadiacej konzoly (obr. 1). Následne spustí proces automatického skenovania. V závislosti od konfigurácie (funkcii) stroja môže byť skener umiestnený buď priamo v držiaku horáka, v puzdre na boku rezacej hlavy, alebo je namontovaný na samostatnom suporte s vlastnou Z-ovou osou – MicroStep dodáva rôzne skenerové riešenia, slúžiace okrem ABP napríklad na skenovanie 3D tvarov ako sú kupoly alebo otvorené a uzavreté profily, kde sa Z-ový zdvih skenera na samostanom suporte môže pohybovať až do 1500 mm a dokáže tak obsiahnuť napríklad celý povrch kupoly veľkej niekoľko metrov. V prípade ABP, skener postupne zmeria polohu a aj presný tvar vyrezaného dielu, ktorý systém následne porovná s výkresom dielu. V prípade odchýliek (nepredpokladajú sa veľké, ale reálny vyrezaný diel má vždy istú odchýlku od ideálneho tvaru) je rezací program automaticky nacentrovaný tak, aby zabezpečil čo najpresnejšie možné vyrezanie úkosov.
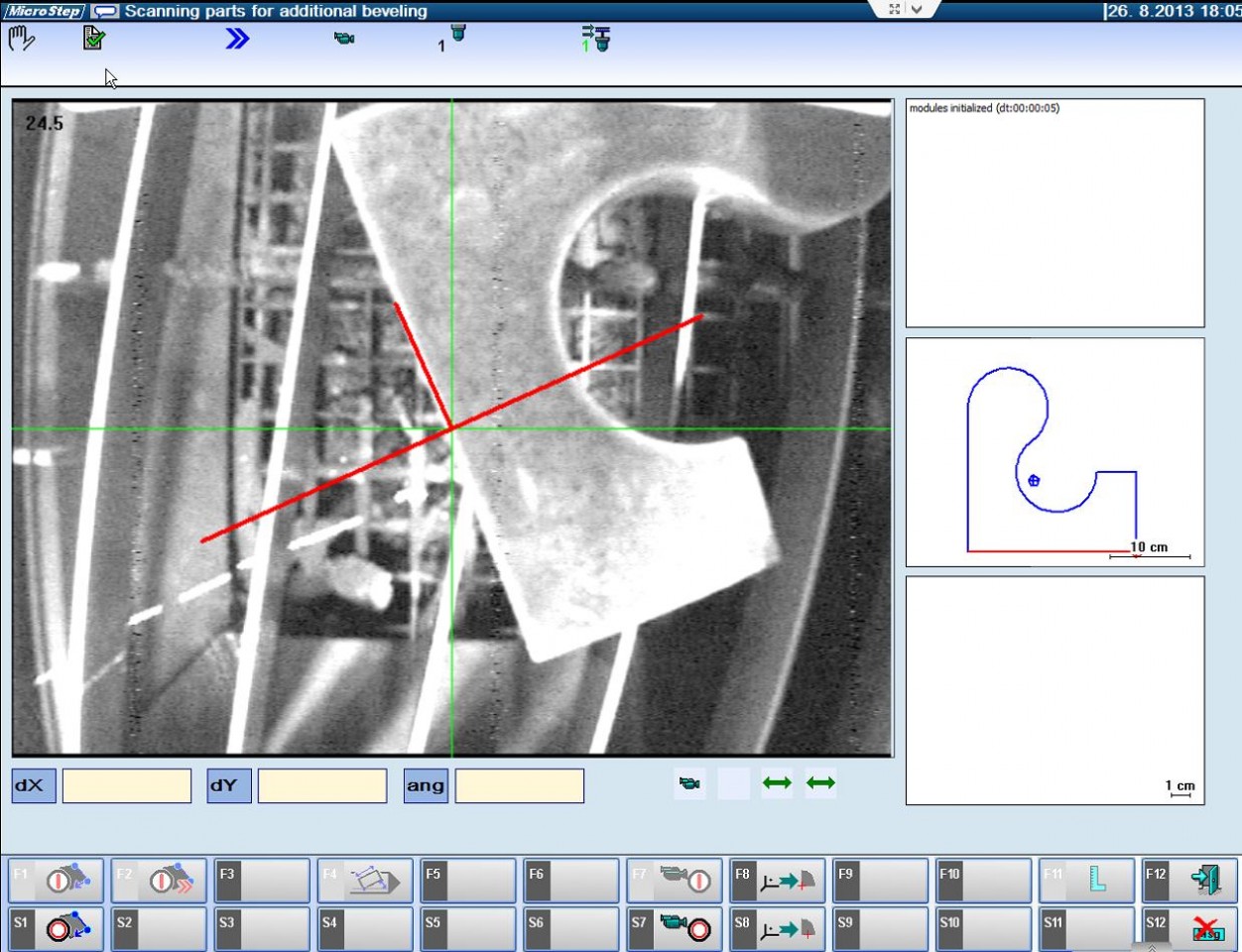 Obr. 1 Vyznacenie hrany rezaného dielu prostredníctvom rozhrania riadiaceho systému.
Obr. 1 Vyznacenie hrany rezaného dielu prostredníctvom rozhrania riadiaceho systému.
CAM program Asper od MicroStep-u obsahuje funkciu pohodlnej tvorby rezacieho programu čisto pre úkosy, ktorý je aplikovateľný na už vopred kolmo vyrezaný diel. Po naskenovaní dielu stroj pokračuje vyrezaním dodatočných úkosov podľa takto vytvoreného programu (obr. 2). Pre overenie funkcie je možné pred samotným vyrezaním spustiť simuláciu rezania – vykonanie programu bez zapnutej technológie, pomocou ktorej je možné napr. overiť, či niekde nenastávajú kolízie horáka s dielom.
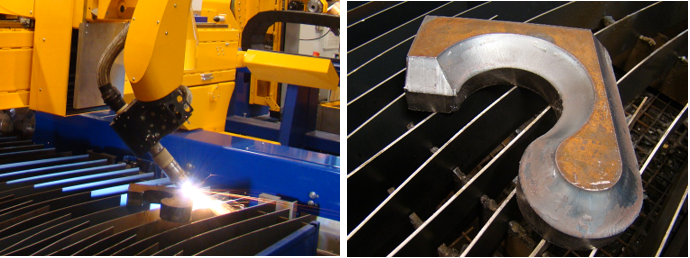 Obr. 2 Rezanie dodatočného Y úkosu plazmou (vľavo) a výsledný vyrezaný diel (vpravo)
Obr. 2 Rezanie dodatočného Y úkosu plazmou (vľavo) a výsledný vyrezaný diel (vpravo)
Univerzálny proces pre rôzne rezacie technológiePomocou technológie ABP je možné rezať (dodatočné) úkosy typu V, A, Y, ale aj X či K, pričom v prípade X a K rezov ide o dvojfázový proces – po vyrezaní vrchného úkosu je potrebné diel otočiť vrchnou stranou nadol, naskenovať z druhej strany a iniciovať proces rezania pre druhú časť úkosov. Vďaka univerzálnej koncepcii úkosových rezacích hláv od MicroStep-u, ktorých riadenie je riešené na jednotnej báze aj pre rôzne rezacie technológie, je proces ABP aplikovateľný na široké spektrum materiálov a technológii – stroje MicroStep umožňujú rezanie dodatočných úkosov plazmou, kyslíkovým plameňom, ale aj laserom (obr. 3) a vodným lúčom. Okrem konštrukčnej ocele sa dá proces využiť napríklad na nerez či hliník.
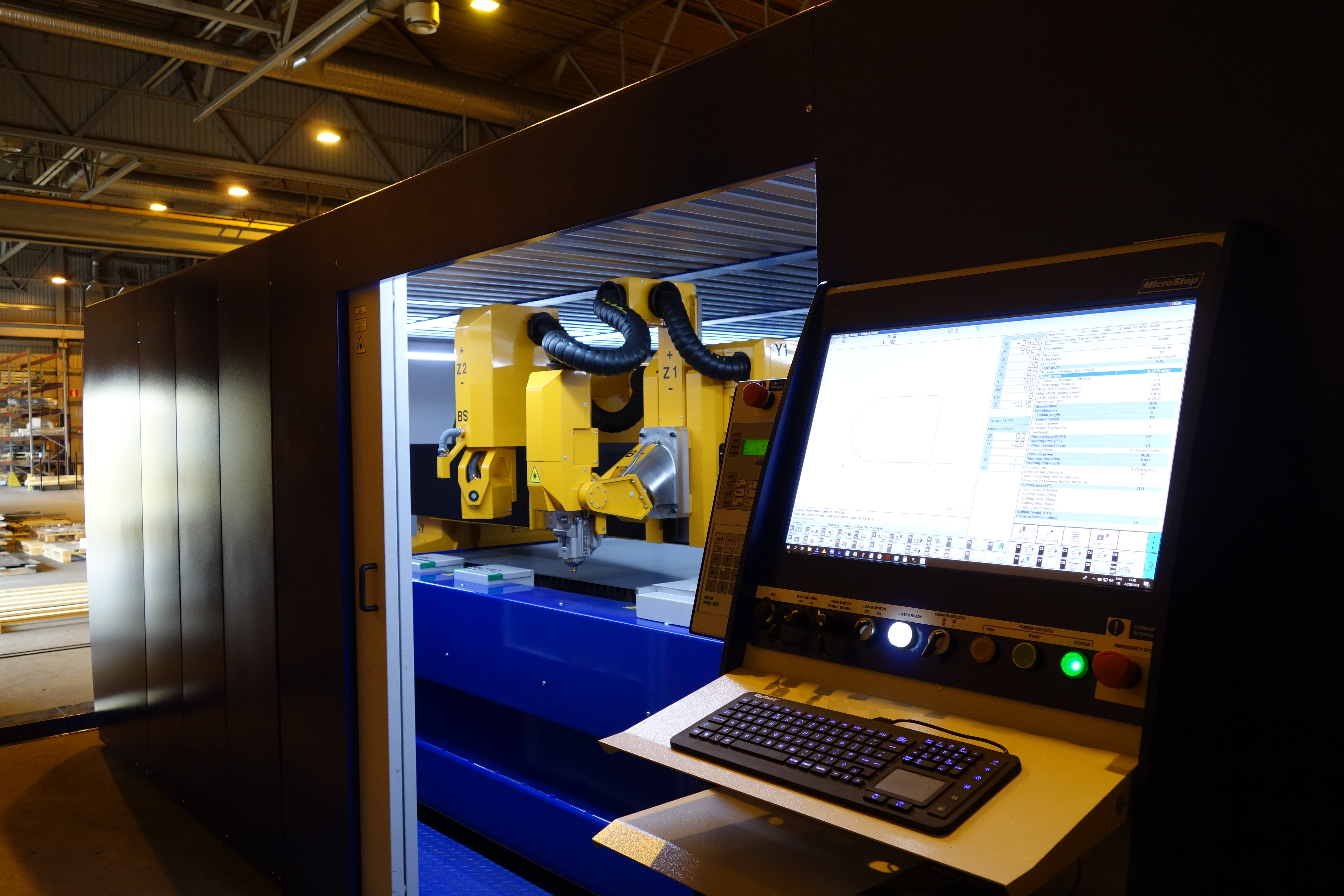 Obr. 3 Pohľad zvonku do kabíny fiber laserového stroja MSF s úkosovou hlavou a skenerom na dodatočné úkosovanie (zákazník BE Group, Fínsko)
Obr. 3 Pohľad zvonku do kabíny fiber laserového stroja MSF s úkosovou hlavou a skenerom na dodatočné úkosovanie (zákazník BE Group, Fínsko)Veľmi zaujímavou aplikáciou je rezanie dodatočných úkosov kyslíkovým plameňom, kde je možné dosiahnuť veľmi dobrú presnosť aj povrchovú hladkosť úkosovaných plôch na materiáloch veľkých hrúbok. Okrem veľkej časovej úspory pri použití ABP procesu je tak možné dosiahnuť aj podstatnú úsporu materiálu, pretože pri priamom úkosovom procese na materiáli veľkej hrúbky by vznikal veľký odpad. Príkladom takejto aplikácie je stroj, dodaný španielskemu výrobcovi ťažobných zariadení Solintal Lrd, S.A. z Madridu (obr. 4). Stroj typu CombiCut je vybavený úkosovou hlavou (tzv. rotátorom) na rezanie kyslíkovým plameňom až do 65°, priamou kyslíkovou hlavou a skenerom na dodatočné úkosovanie. Ťažisková výroba na stroji je rezanie materiálov hrúbky 160 mm, na ktorých je potrebné vyrezať na niektorých hranách prípravu na zvar (Y úkos) s uhlom 45°. Zákazník však reže napríklad aj K-rezy (obr. 5). Okrem materiálovej úspory sa firme Solintal podarilo vďaka ABP skrátiť čas prípravy dielov na zváranie zo 6 hodín na cca. 45 minút, čo predstavuje časovú úsporu vyše 85%!
 Obr. 4 Rezanie dodatočných úkosov kyslíkovým plameňom (zákazník Solintal, Španielsko)
Obr. 4 Rezanie dodatočných úkosov kyslíkovým plameňom (zákazník Solintal, Španielsko)

Obr. 5 Proces skenovania na obrazovke riadiaceho systému (vľavo) a proces rezania druhého úkosu K-rezu na tomto dieli kyslíkovým plameňom (vpravo)MicroStep predstavil technológiu ABP po prvýkrát v roku 2013. Technológia bola vyvinutá najprv pre plazmové rezanie a neskôr aplikovaná aj na ostatné technológie. Uplatnenie nachádza najmä pri plazmovom rezaní, čoraz častejšie je však aj dodatočné úkosovanie kyslíkovým plameňom a laserom. Od roku 2013 dodal MicroStep už vyše 40 aplikácií ABP zákazníkom na celom svete, od Číny cez Rusko, Južnú Afriku až po Európu, pričom najviac strojov s touto technológiou sa nachádza v Nemecku a vo Švajčiarsku.



